Extreme-pressure tie-rod cylinders are rare. Sure, you may see a 4000 PSI tie-rod cylinder every once in a while, although such a design would much resemble an NFPA cylinder. But what does it take to make a 10,000 PSI tie rod cylinder, and is it even possible?
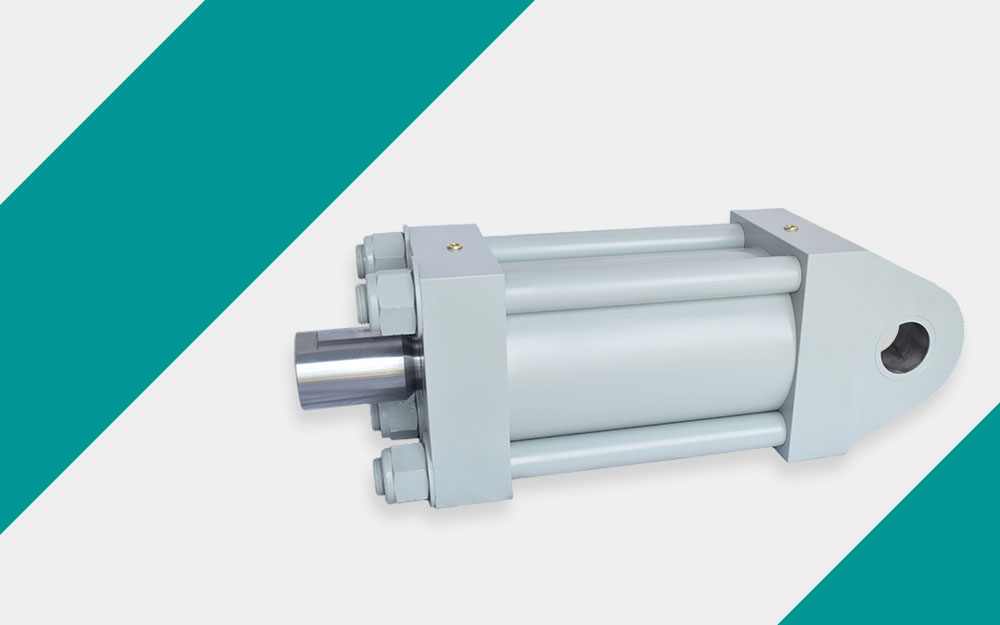
It’s possible, and we’ve done it. In fact, the cylinder in Figure 1 is structurally capable of well over 30,000 PSI without breaking a sweat, although load-induced static pressure. So how'd we do it? The weakness in any tie-rod cylinder is the tie-rods themselves. At high pressure, the force of the fluid pushes the piston away from the head or cap, and the only thing preventing the barrel from lifting away is the tie-rods.
Standard stress-proof steel used for NFPA tie rods has a tensile strength of 115,000 PSI (or 115 KSI), while the 4340 steel we used offers over 180 KSI of tensile strength. As well, the standard 7/8” tie-rods on this 5” bore cylinder were beefed up to 1-1/4", increasing the cross-sectional area from 0.60 in² to 1.23 in². As a result, the ultimate tensile strength of the tie rods increased from 69,000 lbs each to 221,000 lbs each.
Because the cylinder is a rear clevis design, the cap must serve as the most vital point of the cylinder. We started with an 11" diameter round of 4340 steel machined into an 8" cube before sending the raw material to the heat treaters. 4340 is already strong steel (150 KSI), and after ample time through various furnaces, normalization, quenching and tempering, we provided extremely hard, extremely tough steel. The final tensile strength was 260 KSI.
The 260 KSI 4340 was difficult and time-consuming to machine (each one-piece cap took over 30 hours in our mill). However, the material's consistent nature offers a precise, smooth finish worthy of aerospace quality parts. Figure 2 shows the raw material before machining, still ugly from the heat treating.
All the materials on the cylinders were subjected to stringent quality control procedures. The raw material was first ultrasonically tested to detect cracks and defects deep within the billets. Then, after machining, the female rod threads went through a dye-penetrant test to confirm the quality of the threads, while the male tie-rod threads were confirmed true using a magnetic particle test.
Once all the components were finished, our millwright assembled them before we tested them to 10,000 PSI, which was all the customer had required. The final step of two coats of grey epoxy paint gave them a glossy sheen. Although only around 6" stroke, these cylinders weighed nearly 200 lbs each, so a custom crate kept them safe before being shipped to this international customer. We at Higginson prefer custom-engineer projects such as this. You can NFPA cylinders cheaper here or faster there. But our technical expertise with custom cylinders leaves nothing on the table. Reach out to our experts when your next extreme cylinder project arises.